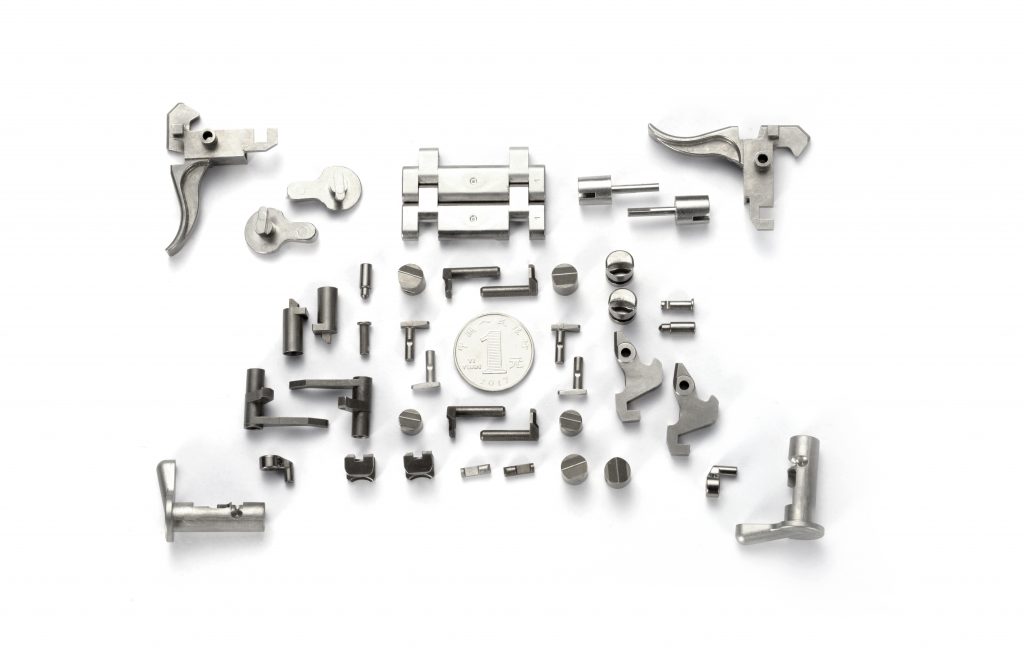
Screw /Pin of hardware applied inn Kitchen or bathroom
For these kind of small stainless steel parts made of 304 with mirror effect of surface which is high end of hardware for kitchen and bathroom .Most of these kind of parts are plastic with zinc plating .The key process for this part is mirror polishing which makes the part looks more nicer surface and valuable.
How’s the price for this part? Depends on different quantities , it has different process . For example , if the quantities is less than 50,000pcs, it will be considered to be machined directly . If the quantities is over 400,000pcs, it will be considered to be hammered .
As the high cost of the mould compare to hammering, these kind part is not competitive made by MIM .
If you have some question for these kinds of parts , send email to alina@tcc-casting.com. The technician team will be happy to discuss with you .
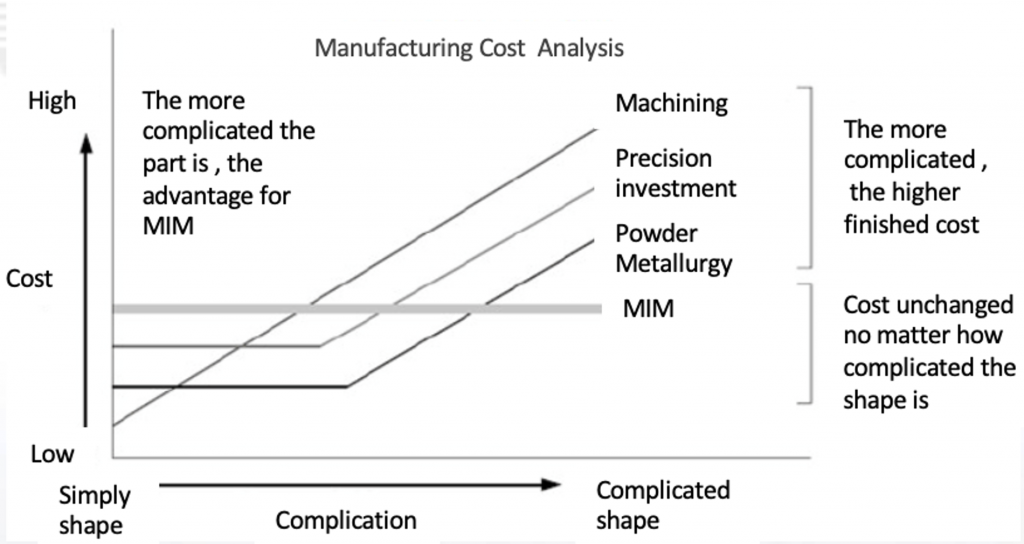
WHAT’S THE DIFFERENCE ON MIM , COLD HEAD AND COLD EXTRUDING?
Which process is the most cost-effective for those small parts less than 50g, MIM , cold heading or cold extruding?
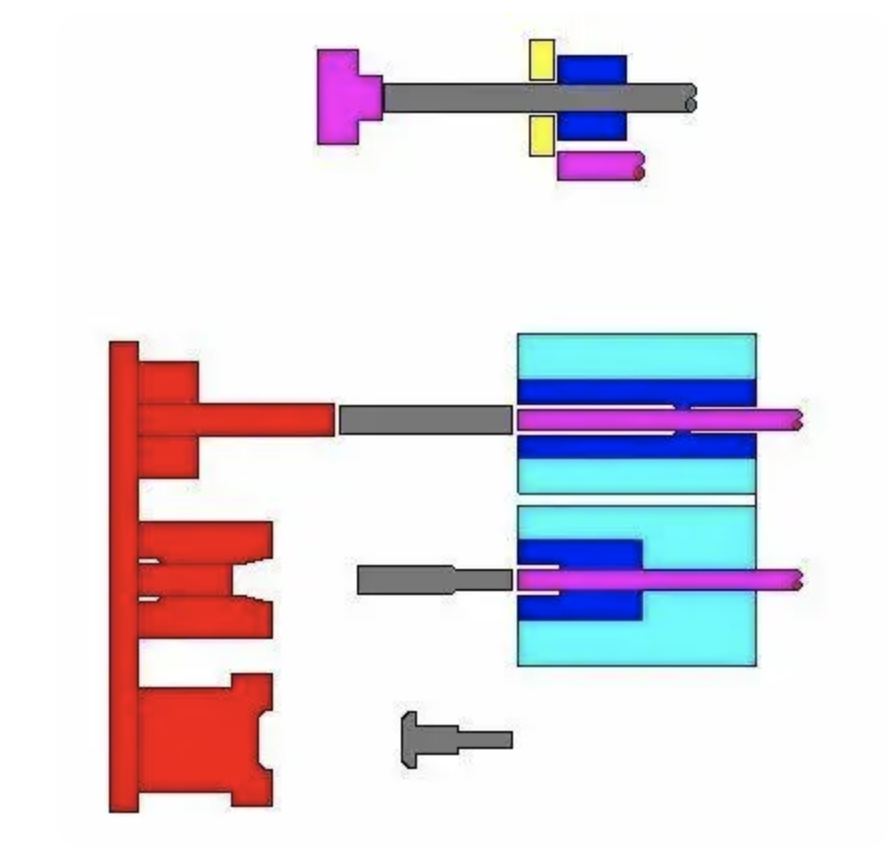
The cold heading process which is a branch of cold extrusion is most right way to manufacture the bolts, screws, nuts, nails, pins and other standard fasteners.
During the process of manufacturing bolts, the forming of the hexagonal head is made by cold heading, and the reduction of the rod part is cold extruding(extrusion). The non-cut hexagonal flange bolts (multi-station forming) are done by both cold heading and cold extruding, the hexagonal nut has only be done by cold heading before forming, and the extruding hole in the post process by cold extruding (positive and negative extrusion).
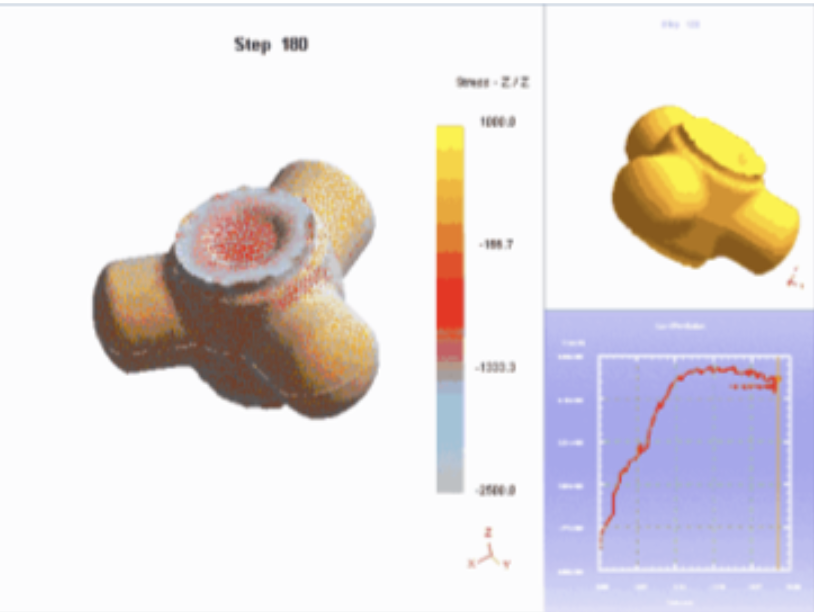
Cold heading process is a kind of processing method by the plastic deformation of the metal under the action of external force, and with the help of the mold, the volume of the metal is redistributed and transferred, so as to form the required parts or blanks.
At present, cold extrusion technology has been widely used in fasteners, machinery, instruments, electrical appliances, light industry, aerospace, shipbuilding, military and other industrial sectors, and has gradually become the development direction of small and medium-sized forgings refined production.
Cold extruding is the process by the metal blank in the cold extrusion cavity, at room temperature, through the press fixed punch to apply pressure to the blank, the metal blank produce plastic deformation and the processing method of parts. Cold extrusion is one of the machining processes of parts with no chips and less chips.
Cold extrusion is also divided into positive extrusion, reverse extrusion, composite extrusion, radial extrusion and so on.
MIM (Metal Powder Injection Molding Technology), The injection molding process can directly form thin-wall and complex structural parts, and the shape of the product is close to the requirements of the final product, and the dimensional tolerance of the parts is generally maintained at about ±0.1-±0.3. In particular, it is of great significance to reduce the processing cost of cemented carbide, which is difficult to be machined, and to reduce the processing loss of precious metals.
MIM is suitable for mass production of parts. Due to the use of injection machine molding product blank, greatly improve the production efficiency and reduce the production cost.
MIM has wide range of applicable materials and application field (iron base, low alloy, high speed steel, stainless steel, hard alloy).
If you have some small parts and not sure which is the best way to manufacture , please feel free to contact Alina@tcc-casting
The most cost-effective for the small metal parts which are less than 50g.
For some small metal parts which are less than 50gram, they used to be casted directly in the past. Since there is another process called metal injection molding which is focusing on the small parts in recently years, which process is the most cost effective way?
Mostly the MIM is more suitable than the investment casting, however, It still need to be analyzed case by case.
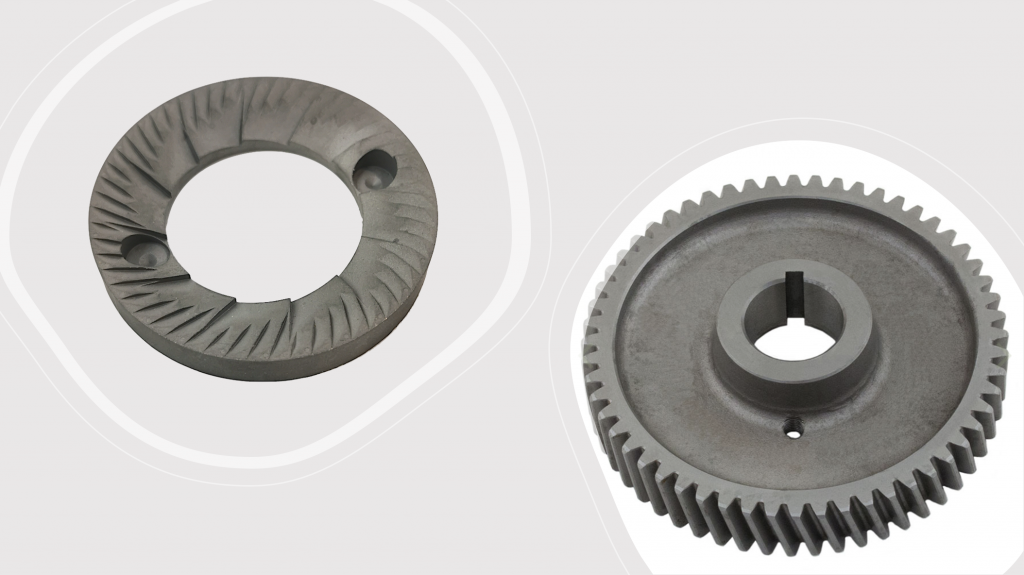
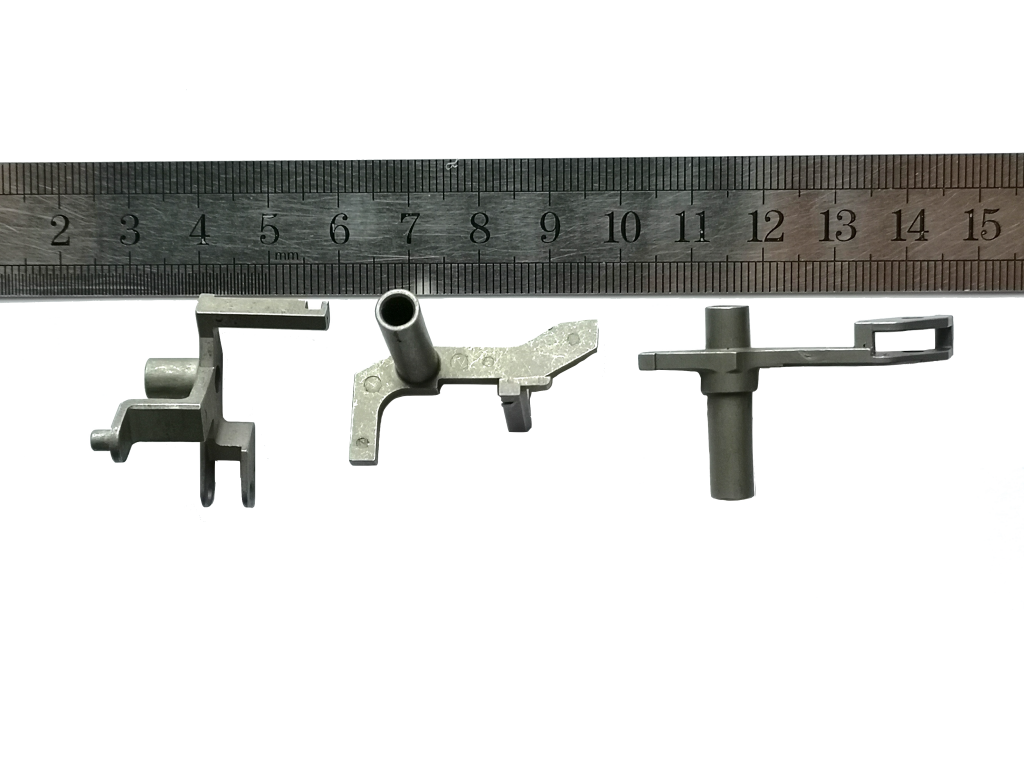
Let’s take the wear segment like above image as an example.
The weight is 36 Grams.
The structure of this part is simple.
The dispatch condition is blank casting or raw part.
The tolerance is referred to VDG-Sheet P690 D1
The annual quantity for this part is around 30,000/ year.
According to this information, It is concluded that the investment casting is most cost- effective process to manufacture this part. For the molding cost of this part , metal injection molding(MIM) is three times than the investment casting.For the unit cost of this part, Metal injection molding is 2.5 times than the investment casting.
The advantages of metal injection molding compare to investment casting are follows.
The High working efficient .
No machining or less machining
Better tolerance and surface requirement.
Complicated structure.
So you can see none of these advantages are applied on this part .
If you have some small parts to OEMs, let’s discuss case by case and we will give you the best solution. Please send email to alina@tcc-casting.com
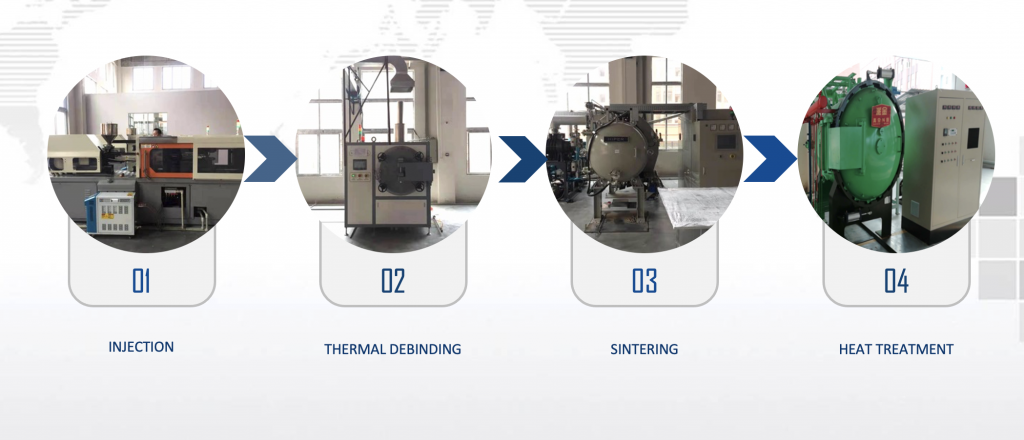
Metal injection molding is a metalworking process in which finely-powdered metal is mixed with binder material to produce a “feedstock” which is then shaped by injection molding.
The complex parts just need to be shaped in one step during the whole process. After molding, the part undergoes conditioning operations to remove the binder and densify the powder.
As the good performance on roughness , tolerance ,high efficiency than other technic .The metal injection molding market has grown quickly , especially some fields, eg,consumer electronics and IT sectors, medical and orthodontic fields and automotive industry.
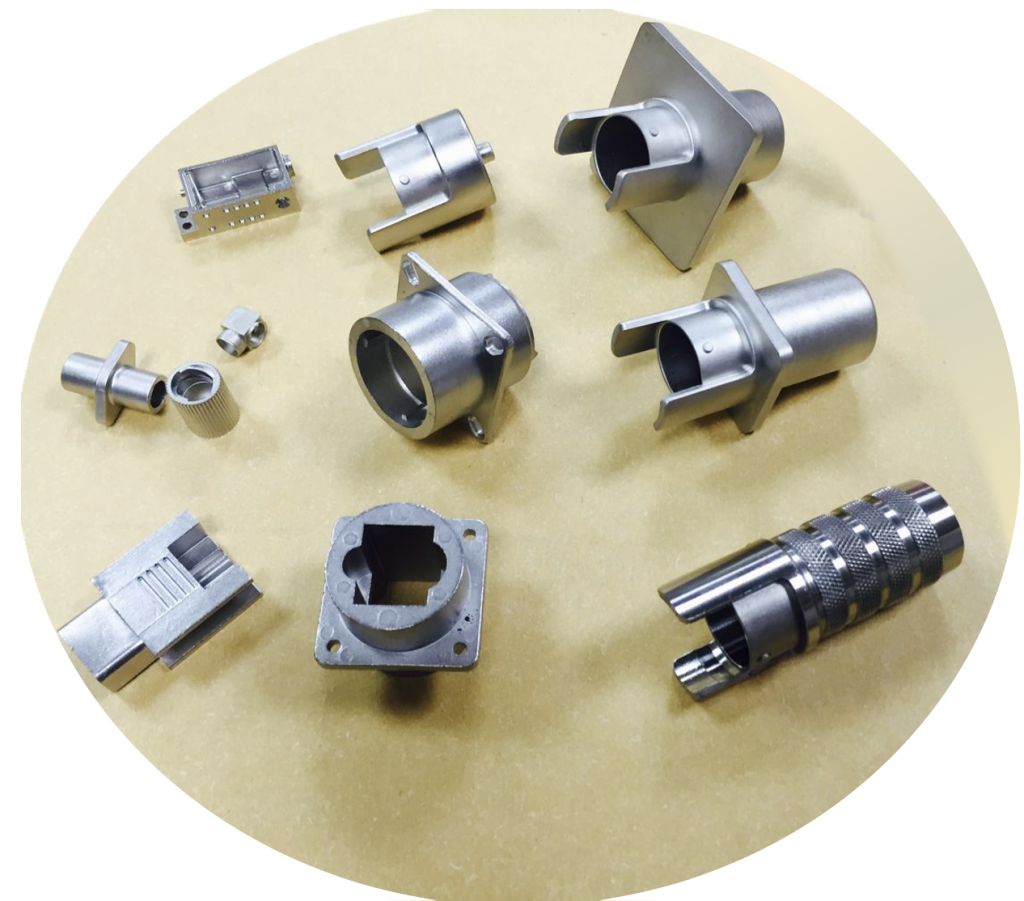
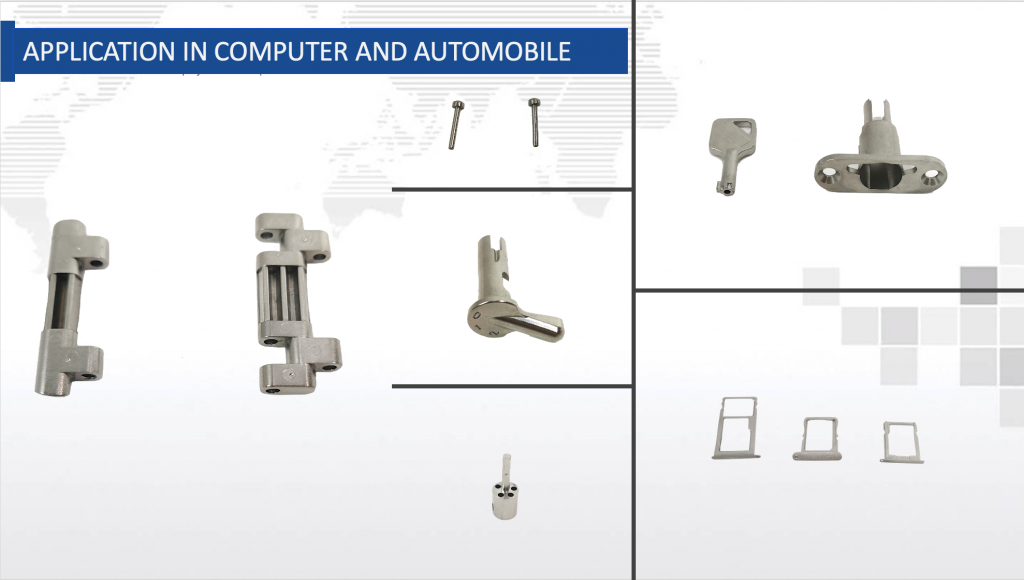
The demand for small, sophisticated, high-volume components has made MIM thriving in the electronics area.
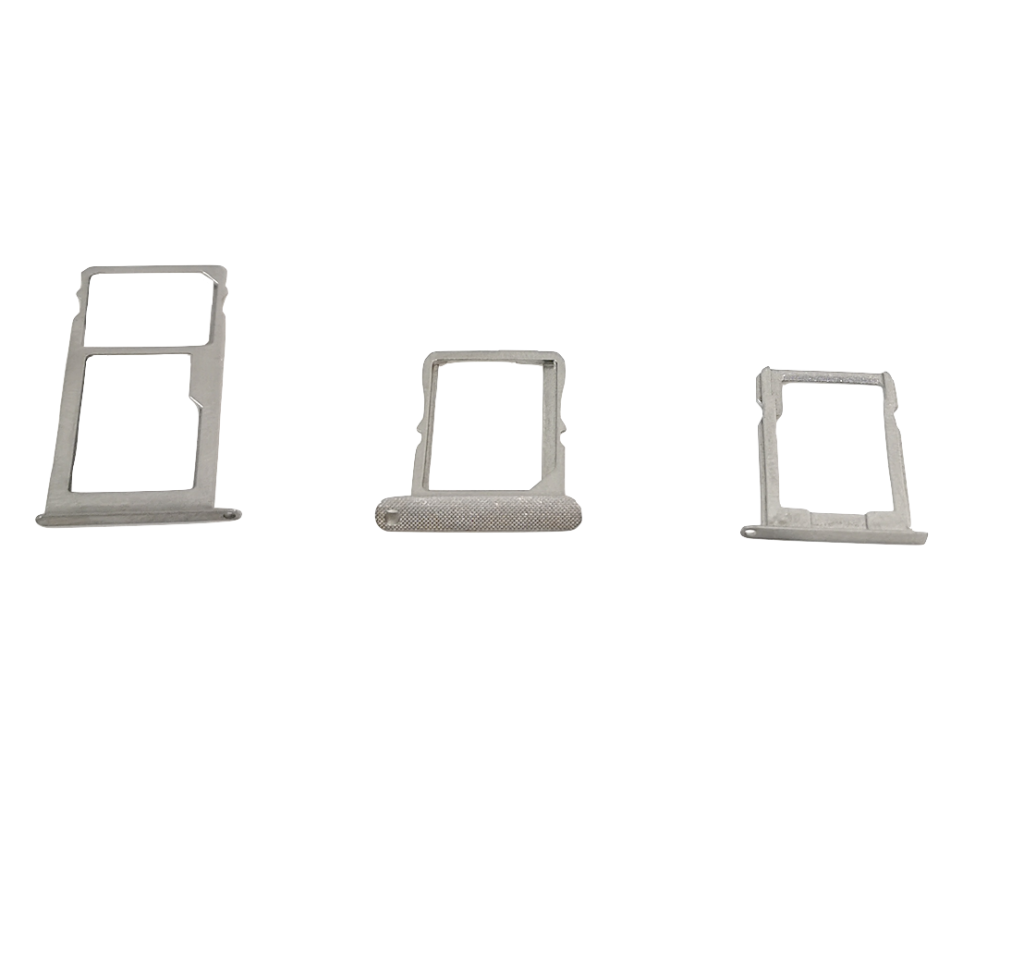
Connectors with complex geometries are now the main MIM products, and the miniaturization of electronic devices requires smaller components to achieve better performance at lower cost. This is where metal injection molding can take advantage of it.
Metal injection molding is used to produce lightning connectors for smartphone devices, which are tens of millions produced per week at peak production. This small, complex component with high-volume can be produced in multi-cavity molds to net-shape. Few other technologies can be compared with high volume capacity and tight tolerances of metal injection molding.
If you have some small parts need to design , from the material to the structure , our technician can design the good cost performance product for you .please contact us by email alina@tcc-casting.com
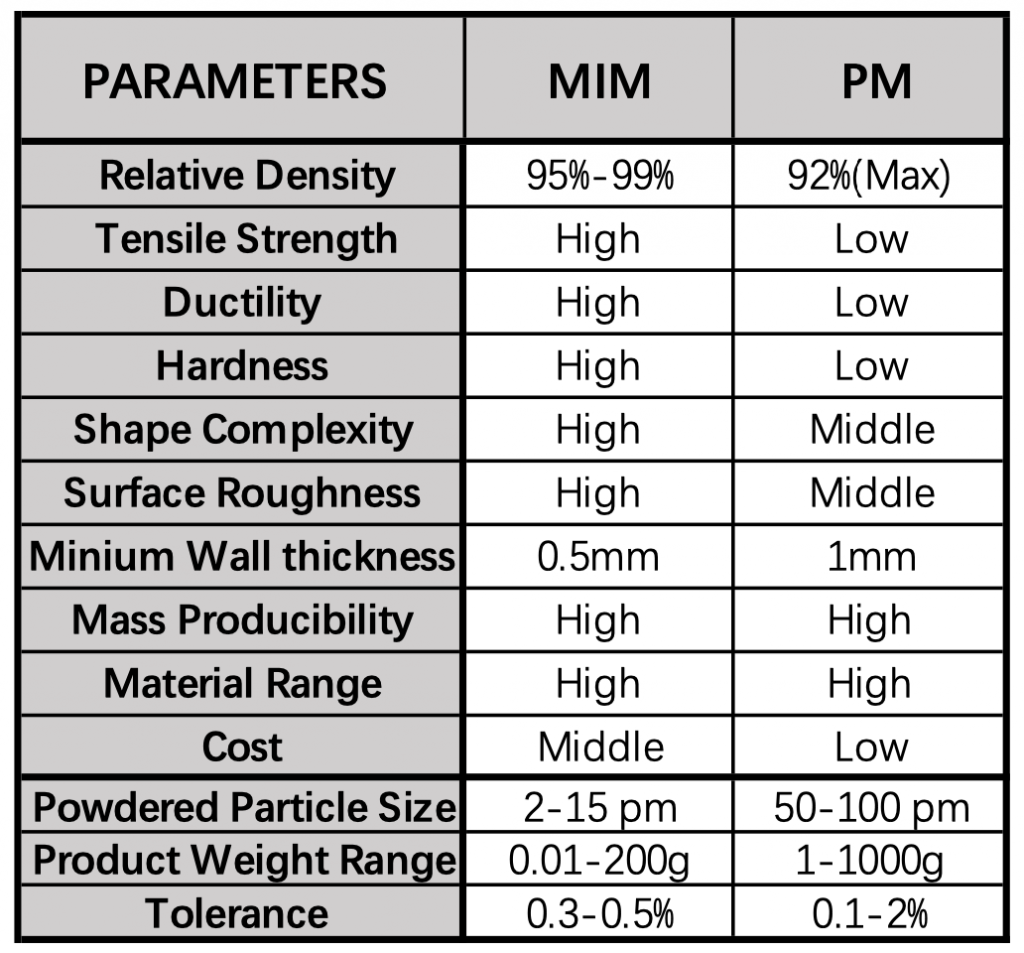
It is usually confused MIM with traditional press-sinter powder metallurgy (PM). The standard powder metallurgy forming step relies on vertical axis compaction to press a coarse powder into compact. The pressing route is the same as used to form pharmaceuticals pills. Die compaction is best at forming squat shapes that are easily ejected from the tooling while the ejection step requires the sides be parallel, a restriction in geometry not seen in MIM.
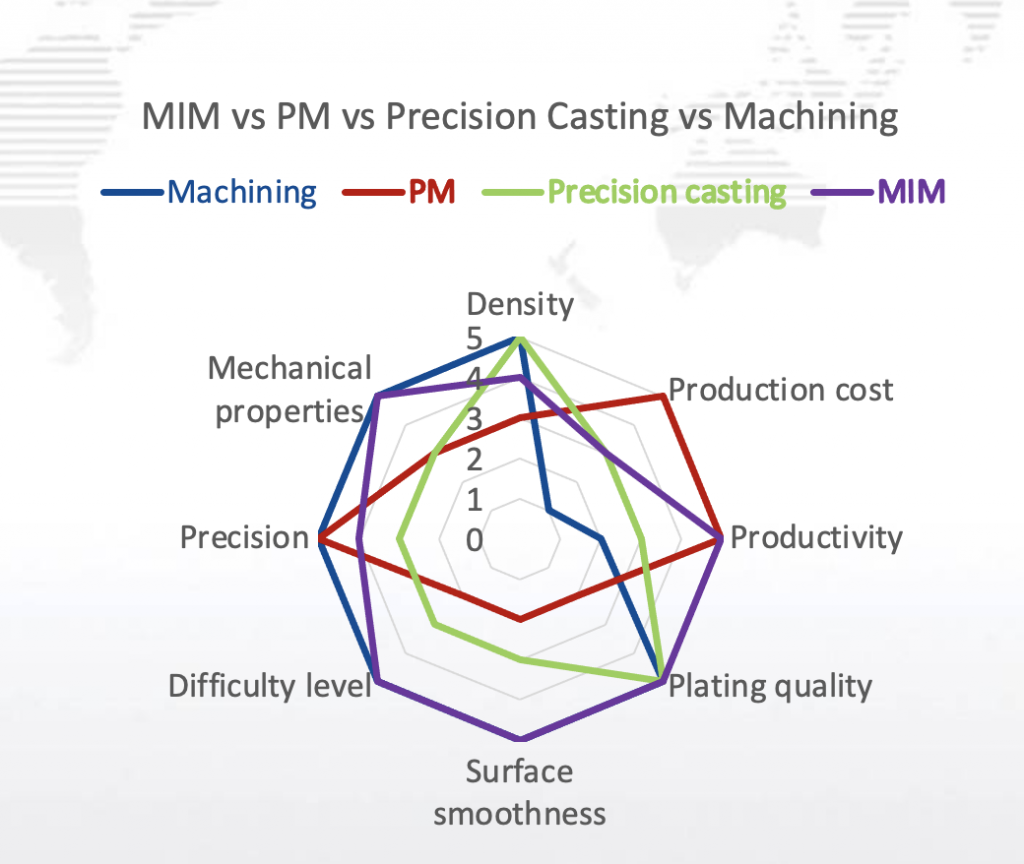
The major difference in the two technologies is in the final density and final properties. Because of friction between the powder and tooling, pressed powder is non-uniform. If sintered in a high temperature like MIM sintering cycle, the component would warp, like a potato chip. Thus, PM parts are lightly sintered and retain considerable porosity and have significant property degradations. For PM , it uses larger powders versus MIM and to sinter at lower temperatures for shorter times to avoid distortion during sintering densification, resulting in lower properties. As an example, MIM strengths are about two-fold higher than PM, fatigue strength is more three-fold that of PM, and impact toughness is eight-fold higher when compared to PM.
Where Does MIM Fit?
Considering saving cost , PM may be a cost-effective alternative for simple parts while MIM can produce parts with complicated geometries to eliminate secondary operations when it comes to high-density, high-complexity components that cannot be made by any other manufacturing process ,
Additional savings are found when you consider materials, design, assembly and logistic benefits to the MIM process, especial when the two or more subcomponents made by other production processes are combined into one single MIM component.
Why choose TCC?
On every project, we aim to deliver more consistent parts, more efficiently, at lower costs. We discuss with customer and decide the material , change the design to reduce the weight ,revise the drawing to do away with the expenses associated with secondary processes such as machining, achieving net-shape in one time.
If you have such inquiry , our technician will be glad to discuss with you . Feel free to contact us and send email by alina@tcc-casting.com
One inquiry recently from our customer to ask quote by investment casting technique. According to the drawing, the material of this part is 1.4409 and the weight is 30gr, 15000pcs/batch. After our analyzing , metal powder injection molding is better than silica sol investment casting. Here is the reason below.
-The weight which is not more than 50 gr , it is fit for MIM.
– 316L of MIM is the equivalent material for 1.4409 .
-The more quantities, the higher cost performance for MIM.
– MIM has much more better surface roughness and tolerance than silica sol Investment casting . For MIM, the tolerance of is a 0.3% to 0.5% and the surface roughness is Ra 0.8 to Ra1.6 while the tolerance is CT4 to CT6 and the surface roughness is Ra 3.2 to Ra 6.3 for silica sol investment casting. Less machining of MIM has to be done.
If you have some parts with the below conditions. MIM could be considered priority.
-The weight of the parts is better more than 0.2g and no more than 50g .
-The Wall thickness of the part is above 0.5mm.
-Complicated structure or shape for the part.
-Higher requirement for the surface roughness and the tolerance.
– quantities better 10,000pcs.
For more details if the part has the right technic , please contact us to discuss further. our email address is alina@tcc-casting.com
Metal injection molding (MIM) is an effective way to produce complex and precision-shaped parts from a variety of materials. This process produces parts for 50% less than the cost of CNC machining or casting. MIM is able to produce parts with complex shapes, superior strength and excellent surface finish with high volume manufacturing.
MIM’s technology not only has less conventional powder metallurgy technology process, no or less cutting cutting cutting, high economic benefit, but also overcomes the traditional technology of powder metallurgy products low density low, uneven texture, mechanical performance, not easy forming thin-walled, after the shortcoming of complex structure, especially suitable for mass production of small metal parts, complex and has special requirements.
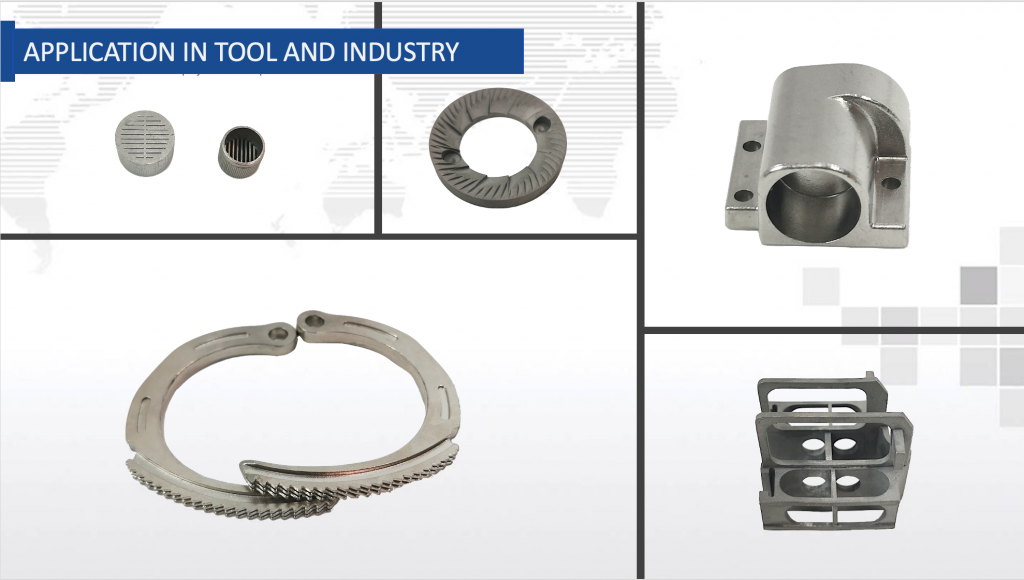
Metal Injection Molding(MIM)-Application Area
MIM process are found in numerous industries, including aerospace, automotive, consumer products, medical/dental, and telecommunications. MIM components can be found in cell phones, sporting goods, power tools, surgical instruments, and various electronic and optical devices.
How’s the Cost Compare to casting
By using this technology, skills and experience , TCC deliver a complete manufacturing solution for each project and application.For more information on metal injection molding and to determine if MIM is the best process for your part run, please feel free to contact us .