Screw /Pin of hardware applied inn Kitchen or bathroom
For these kind of small stainless steel parts made of 304 with mirror effect of surface which is high end of hardware for kitchen and bathroom .Most of these kind of parts are plastic with zinc plating .The key process for this part is mirror polishing which makes the part looks more nicer surface and valuable.
How’s the price for this part? Depends on different quantities , it has different process . For example , if the quantities is less than 50,000pcs, it will be considered to be machined directly . If the quantities is over 400,000pcs, it will be considered to be hammered .
As the high cost of the mould compare to hammering, these kind part is not competitive made by MIM .
If you have some question for these kinds of parts , send email to alina@tcc-casting.com. The technician team will be happy to discuss with you .
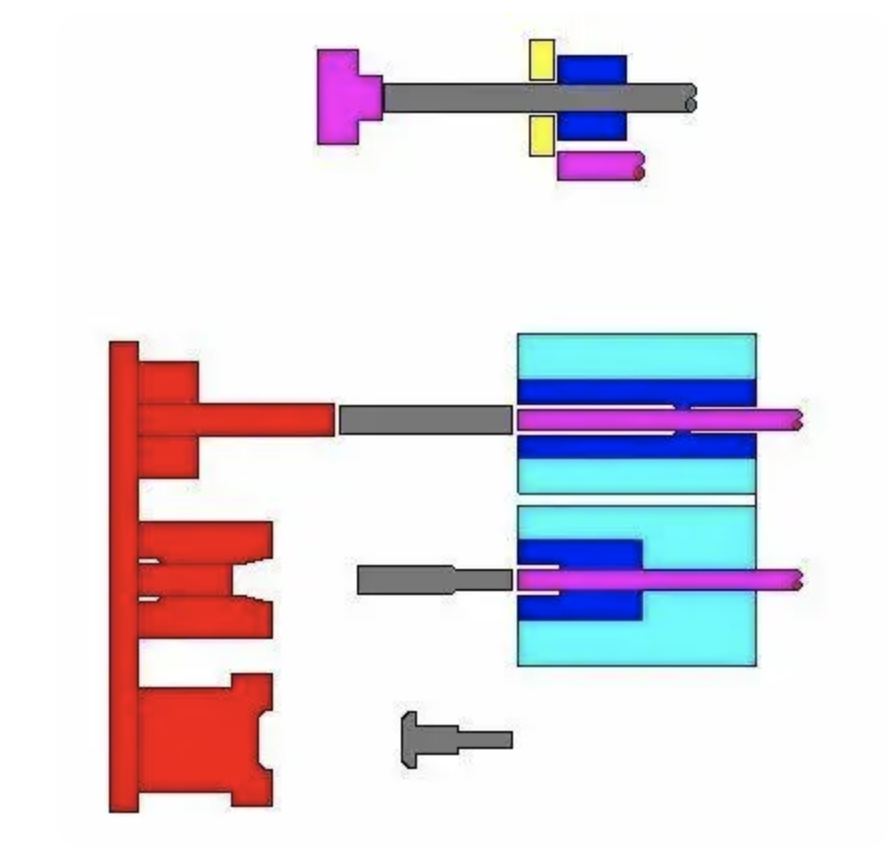
WHAT’S THE DIFFERENCE ON MIM , COLD HEAD AND COLD EXTRUDING?
Which process is the most cost-effective for those small parts less than 50g, MIM , cold heading or cold extruding?
The cold heading process which is a branch of cold extrusion is most right way to manufacture the bolts, screws, nuts, nails, pins and other standard fasteners.
During the process of manufacturing bolts, the forming of the hexagonal head is made by cold heading, and the reduction of the rod part is cold extruding(extrusion). The non-cut hexagonal flange bolts (multi-station forming) are done by both cold heading and cold extruding, the hexagonal nut has only be done by cold heading before forming, and the extruding hole in the post process by cold extruding (positive and negative extrusion).
Cold heading process is a kind of processing method by the plastic deformation of the metal under the action of external force, and with the help of the mold, the volume of the metal is redistributed and transferred, so as to form the required parts or blanks.
At present, cold extrusion technology has been widely used in fasteners, machinery, instruments, electrical appliances, light industry, aerospace, shipbuilding, military and other industrial sectors, and has gradually become the development direction of small and medium-sized forgings refined production.
Cold extruding is the process by the metal blank in the cold extrusion cavity, at room temperature, through the press fixed punch to apply pressure to the blank, the metal blank produce plastic deformation and the processing method of parts. Cold extrusion is one of the machining processes of parts with no chips and less chips.
Cold extrusion is also divided into positive extrusion, reverse extrusion, composite extrusion, radial extrusion and so on.
MIM (Metal Powder Injection Molding Technology), The injection molding process can directly form thin-wall and complex structural parts, and the shape of the product is close to the requirements of the final product, and the dimensional tolerance of the parts is generally maintained at about ±0.1-±0.3. In particular, it is of great significance to reduce the processing cost of cemented carbide, which is difficult to be machined, and to reduce the processing loss of precious metals.
MIM is suitable for mass production of parts. Due to the use of injection machine molding product blank, greatly improve the production efficiency and reduce the production cost.
MIM has wide range of applicable materials and application field (iron base, low alloy, high speed steel, stainless steel, hard alloy).
If you have some small parts and not sure which is the best way to manufacture , please feel free to contact Alina@tcc-casting
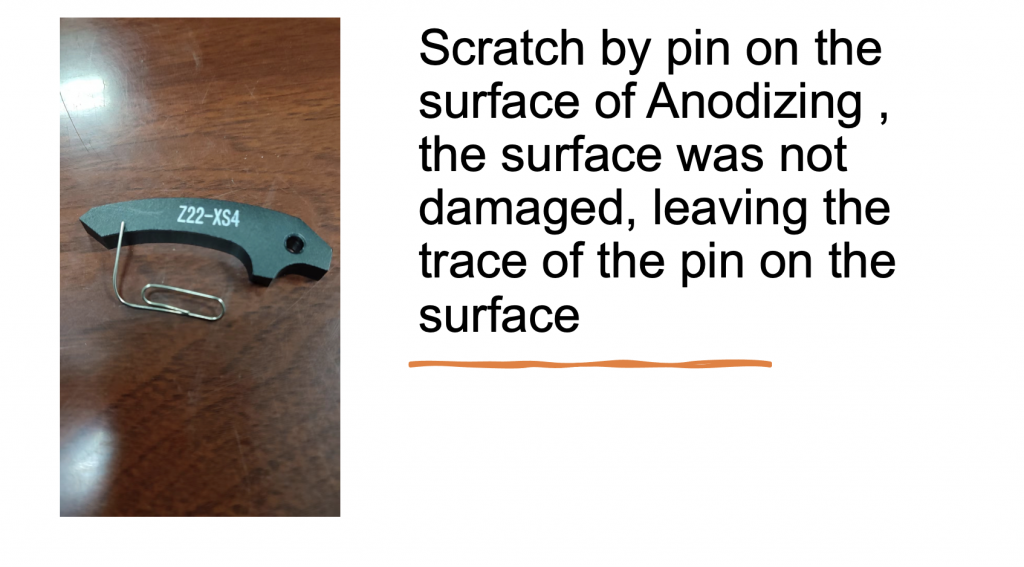
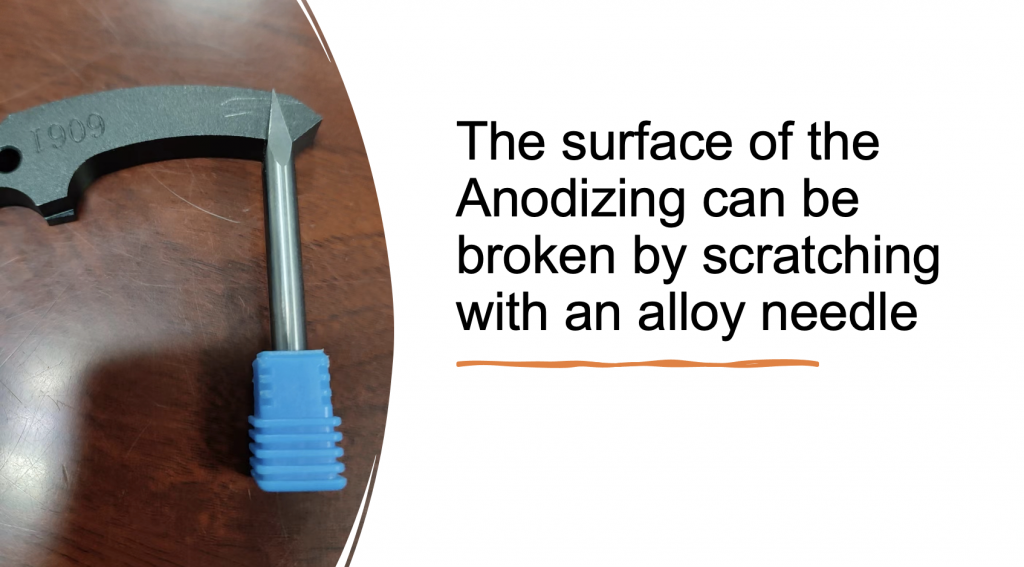
How’s the surface treatment of anodizing and Micro-arc oxidation (MAO)? We had the test .
If you have not decided yet which kind of surface treatment , Let’s talk what kind of the method is fit for your products , send email to alina@tcc-casting.com.
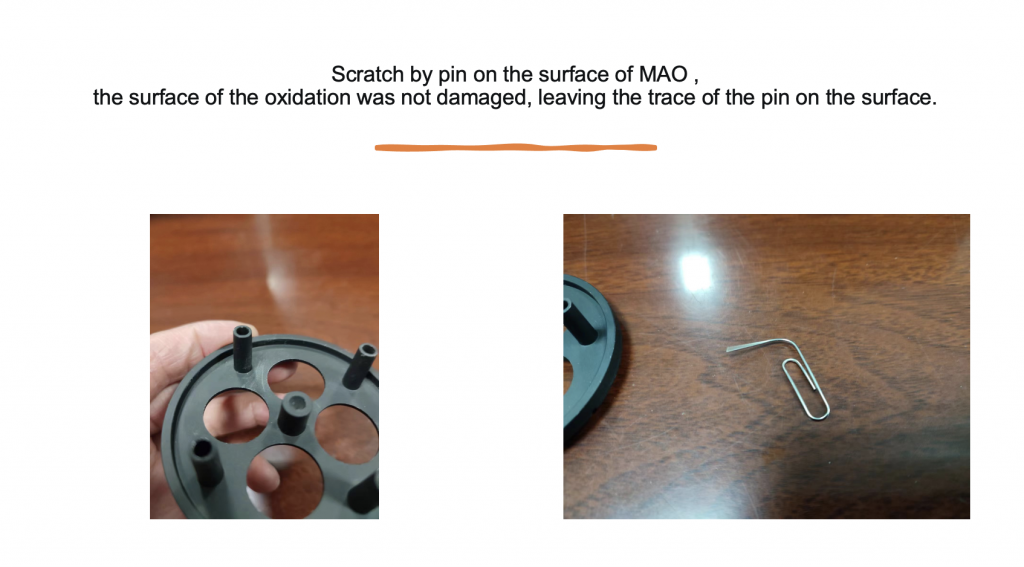
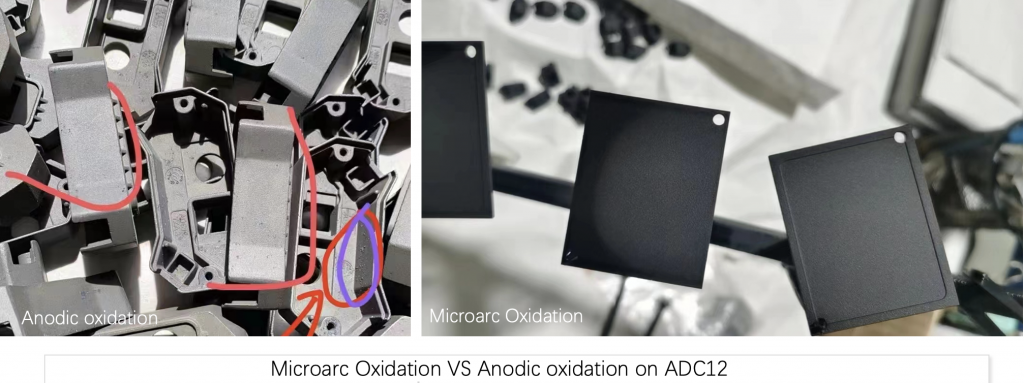
Microarc Oxidation( MAO), It is also been called Plasma electrolytic oxidation(PEO) or Microplasma oxidation(MPO ).It is a high technology of in-situ growing ceramic layer on the surface of aluminum, magnesium, titanium and other metals and their alloys .
The characteristics of micro-arc oxidation
•(1) The appearance of the ceramic membrane layer is uniformly dense and the combination is firm. It is matte and the color is consistent. The thickness of the film can be controllable from 10UM to 300UM;
•(2) Good wear resistance; The Hardness is HVA400 to 2500, the highest to 3000HV; The wear resistance is improved to 30% than the original material.
•(3) Good heat resistance. High temperature impact resistance of 2500°C for 20 seconds (the matrix melts and the ceramic layer is intact after 20 seconds) with strong flexibility , even the matrix is bending, The ceramic layer does not crack or fall off during fracture .
•(4) Strong corrosion resistance. The salt spray test >1000 hours.
•(5) Good insulation performance, electrical breakdown strength 5KV/mm, electrical .
TCC has experienced with surface treatment on on the Aluminum with high content of Silicon, eg. ADC12 and A380. If you have such requirement , please contact us by email .
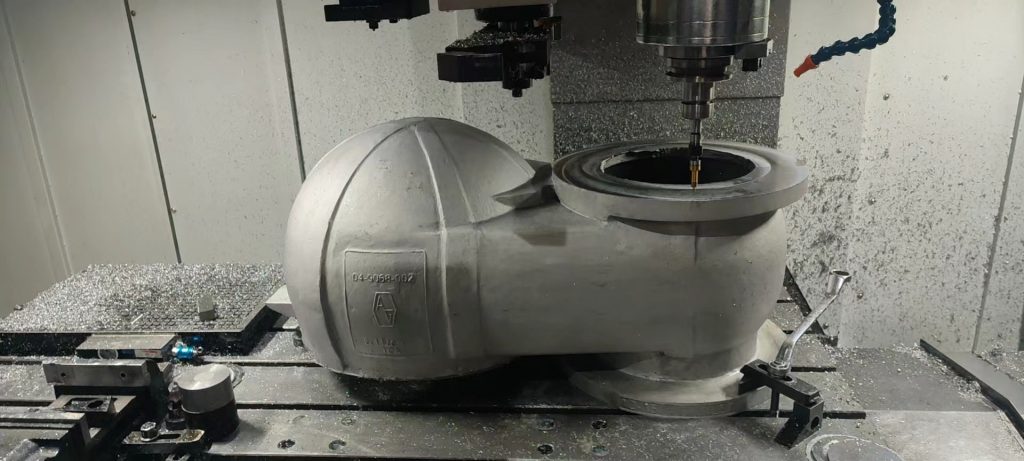
A356 alloy is a typical Al-Si-Mg ternary alloy which is a cast aluminum alloy with excellent comprehensive properties. It not only has good casting performance at good fluidity, line shrinkage, no hot cracking tendency, but can cast thin wall and complex shape castings, also it can achieve the ideal synthesis of high strength, good plasticity and high impact toughness by heat treatment.
A356 is widely used to cast components like aircraft parts, pump housings, impellers, high velocity blowers and structural castings .
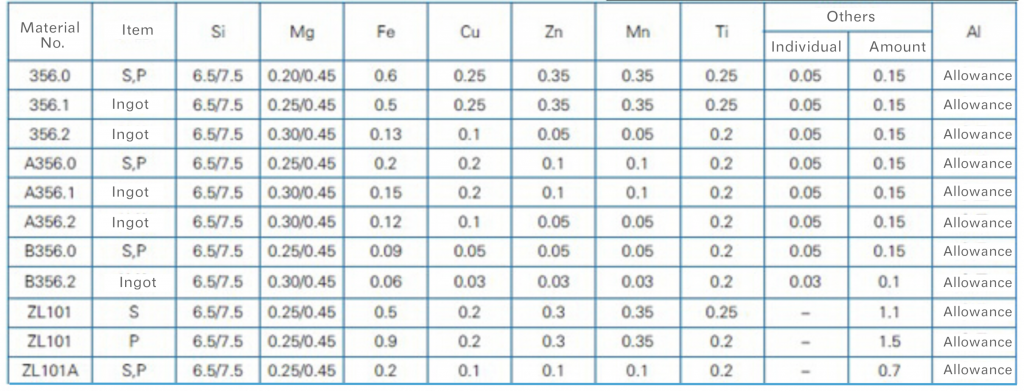
A356 alloy is a class of alloys in the Alcoa Standard series. This series has three alloys: A356.0, A356.1, and A356.2, which are part of the 356 Series. Its composition is shown in Table 1.
Table 1 Comparison of chemical composition between Alcoa 356 series alloy and domestic ZL101 series aluminum alloy Unit: %
-The 356 series is the American standard brand, and the ZL101 series is the Chinese standard brand;
-S-sand casting, P-metal casting;
-The Chinese standard also makes separate provisions on the content of Pb and Sn impurities (the American standard classifies them as other impurities) : Pb<0.05 Sn<0.01(corresponding to ZL101), Pb< 0.03 Sn< 0.01(corresponding to ZL101A);
-356.2 alloy has a maximum Fe content of 0.25%.
It can be seen that the chemical composition design of Al-7Si-Mg series alloys has the following characteristics: no matter the American standard or the Chinese standard, the common feature is the same composition range of Si elements: (SI-6.5/7.5); For magnesium, the Mg required for casting material is 0.25~0.45; In the American standard, the requirement of magnesium element in the ingot is increased by 0.05%, namely 0.30~0.45, mainly considering the burning loss of magnesium element during smelting.
The main difference in the chemical composition of this series lies in the regulation of impurity content. For the American standard, the first letter of the brand indicates its performance grade, so that the user according to different application requirements to determine the brand. The first letter of the letter B is the highest performance, so the requirements for impurities are also the most stringent. Alloys without a first letter have poor performance and are mainly used in common applications. The A356 series is an in-between material. The number at the end of the brand (0,1,2) is the limit of various impurities according to different occasions. A356.0 is the material composition specified for the material of the castings produced; A356.1 and A356.2 are two kinds of components formulated for the production of raw materials for castings, namely ingot, according to different requirements of use.
ZL101 series mainly defines the material of castings, with high requirements for ZL101A; ZL101 is generally required. The Chinese standard does not specify the composition of the raw material used for casting, namely the ingot.
TCC has rich experience in producing cast aluminum to meet your design. If you have any inquiry on custom parts, Please feel free to send us the CAD drawing and let’s discuss!
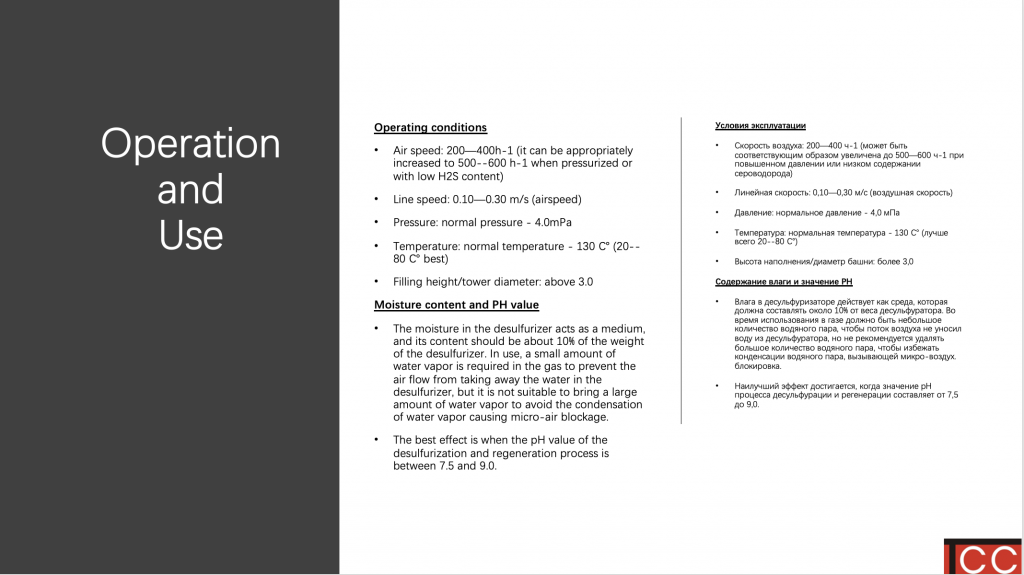
Index Parameter: 1. Saturated sulfur capacity: greater than or equal to 600 mg/g 2. Industrial sulfur capacity: 20%~35% 3. Penetrating sulfur capacity: more than 30% 4. Desulfurization accuracy: generally less than 0.05PPM Uses: For the removal of H2S in various gases such as urban pipeline gas, water gas, semi-water gas, coke oven gas, steel mill raw material gas, biogas, petrochemical and other gases.
Features:
1. High desulfurization accuracy: when the imported H2S is 1000ppm, the export H2S is 0.05ppm, which is 20 times higher than the desulfurization accuracy (1ppm) of ordinary Fe2O3;
2. Fast reaction speed: the air velocity of 1000-20000h-1 is 3-6 times higher than that of ordinary Fe2O3;
3. Large working (penetration) sulfur capacity: under the conditions of 1 and 2, the one-time fine H2S sulfur capacity is 20%-25% when O2 is contained, which is 3-6 times that of ordinary Fe2O3 desulfurizers.
4. Good strength and good water resistance. Boiled in water for 2 hours or soaked for 30 days without pulverizing or mudding, and the strength remains unchanged after soaking in water and drying.
5. Wide applicable temperature range, it is better below 100℃
1. Filling
Filling with grain suction machine
2. Hoisting and filling with a crane
3. Hoisting and filling with electric hoist
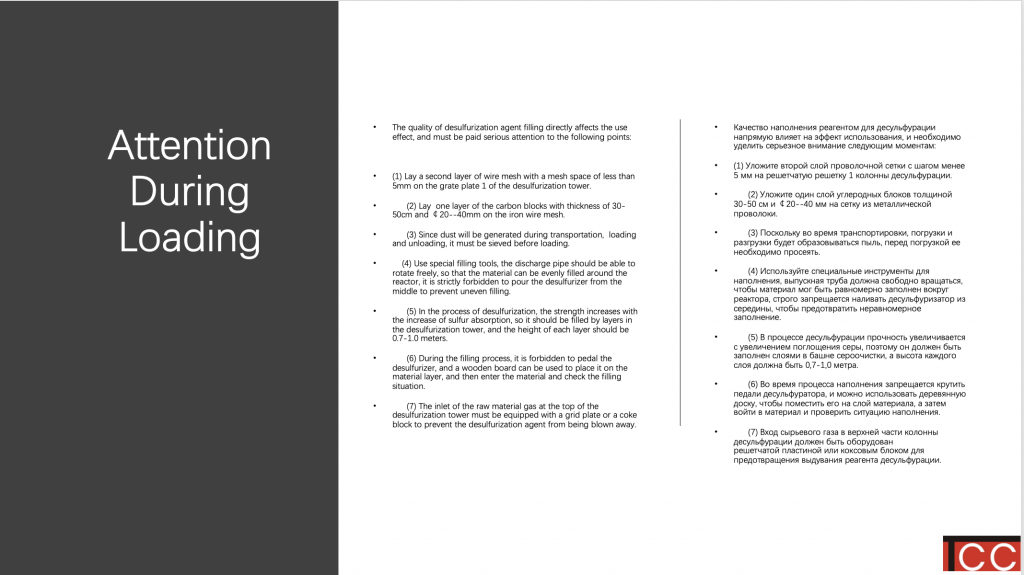
The quality of the desulfurizer filling directly affects the use effect, and it must be paid enough attention. The entire desulfurizer filling process should be in charge of a special person, and the following points should be paid attention to:
1) Lay two-layer meshes smaller than 8-10 mesh stainless steel mesh on the grate board of the desulfurization tower.
(2) Lay another layer of 20-30mm, Φ20-30mm thick porcelain balls on the wire mesh.
(3) Since dust will be generated during transportation and loading and unloading, it needs to be screened before loading.
(4) Using special filling tools, the discharge pipe should be able to rotate freely, so that the material can be evenly filled around the reactor, and it is strictly forbidden to pour the desulfurizer from the middle to prevent uneven filling.
(5) The strength of the desulfurizer increases with the increase of the amount of sulfur absorbed during the use process, so it should be packed in layers in the desulfurizer. Each layer is marked according to the filling height of the desulfurizer to ensure full, level and even filling.
(6) During the filling process, it is strictly forbidden to step on the sulfur agent directly. The wooden board can be placed on the material layer, and then enter the material and check the filling situation.
(7) At the inlet of the desulfurization raw material gas, a grid plate or crushed coke block should be installed to prevent the desulfurization agent from being blown away.
2. Use
(1) The desulfurization tower generally does not need to be specially heated and consumes energy, but the outdoor desulfurization device must be kept warm in winter to prevent the gas from being overcooled, reducing the activity of the desulfurizer and the accumulation of water on the bed and worsening the operation.
(2) Try to remove tar and water before desulfurization.
(3) The desulfurizer can be replaced all at once, or it can be replaced segment by segment according to the direction of airflow.
(4) Regularly discharge the water in the water separator in front of the desulfurization tower and the bottom of the desulfurization tower, and it is strictly forbidden for the gas to enter the desulfurization tower with liquid.
(5) The operation should be stable and the use should be reasonable in order to exert its excellent performance.
3. Clean up
1. Wet cleaning
①Close the inlet and outlet pipeline valves of the desulfurization tower before cleaning, (three desulfurization towers are alternately cleaned to ensure that there are desulfurization towers that can be used normally during the operation).
② Open the manhole at the top of the tower and inject water into the desulfurization tower. The water level is based on the submerged desulfurizer, and the soaking time is more than 8 hours.
③ Drain the soaking water in the tower from the drain at the bottom of the desulfurization tower, first take out the desulfurizer in the lower layer of the desulfurization tower, and then take out the desulfurizer in the upper layer.
④ On-site must be ventilation, operators wear gas masks or long-tube ventilators. Monitor the concentration of hydrogen sulfide and combustible gas at any time on site.
⑤ Clean out the waste desulfurizer, lay it flat on the ground to dry, and then bag it (woven bag with inner film) to monitor the temperature of the desulfurizer after bagging to prevent spontaneous combustion.
⑥ Loading and shipping.
2. Dry cleaning
①Close the inlet and outlet pipeline valves of the desulfurization tower before cleaning, (three desulfurization towers are alternately cleaned to ensure that there are desulfurization towers that can be used normally during the operation).
② Open the manhole in the lower layer of the desulfurization tower, take out the desulfurizer with tools, and monitor the site environment.
③ On-site filling, on-site forced ventilation, operators wear gas masks or long-tube ventilators, and monitor the concentration of hydrogen sulfide and combustible gas at any time.
④ Pack the bag, monitor the temperature of the desulfurizer, and prepare for fire extinguishing in the event of spontaneous combustion.
4. Gas replacement
The use of inert gas to replace the biogas in the desulfurization tower was not used due to cost issues.
The most cost-effective for the small metal parts which are less than 50g.
For some small metal parts which are less than 50gram, they used to be casted directly in the past. Since there is another process called metal injection molding which is focusing on the small parts in recently years, which process is the most cost effective way?
Mostly the MIM is more suitable than the investment casting, however, It still need to be analyzed case by case.
Let’s take the wear segment like above image as an example.
The weight is 36 Grams.
The structure of this part is simple.
The dispatch condition is blank casting or raw part.
The tolerance is referred to VDG-Sheet P690 D1
The annual quantity for this part is around 30,000/ year.
According to this information, It is concluded that the investment casting is most cost- effective process to manufacture this part. For the molding cost of this part , metal injection molding(MIM) is three times than the investment casting.For the unit cost of this part, Metal injection molding is 2.5 times than the investment casting.
The advantages of metal injection molding compare to investment casting are follows.
The High working efficient .
No machining or less machining
Better tolerance and surface requirement.
Complicated structure.
So you can see none of these advantages are applied on this part .
If you have some small parts to OEMs, let’s discuss case by case and we will give you the best solution. Please send email to alina@tcc-casting.com
When aeronautical engineers design aircraft ,considering the safe, perform well, and can be built and sold at a competitive price, for certain parts with unusual or complicated shapes it is often by casting with appropriate heat treating and machining rather than forging .Investment casting is more economically and technically feasible on aerospace industry.Parts ranging from high to low complexity which are made from durable and corrosion resistant materials are possible. TCC understand the quality and precision that the industry demands which enable us to provide a wide range of investment cast parts for applications in both commercial and military aerospace sectors.
At TCC, we have a proven track record of producing some investment cast parts for aerospace applications that meet strict industry standards , eg bracket for J-10CE. Some of our capabilities in this sector are as follow:
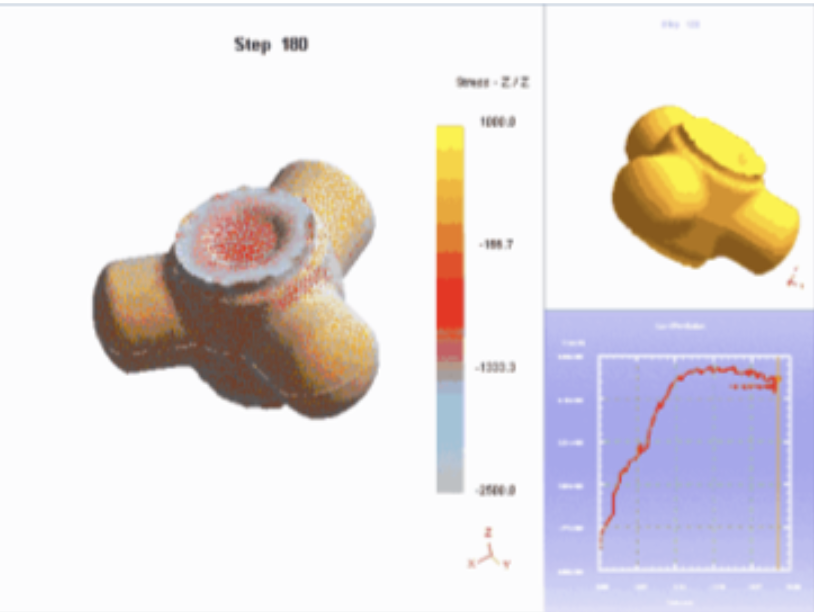
In depth knowledge in working with a vast number of standard and super alloys such as stainless steel, PH stainless steels (17-4 ), carbon steel, and Nickel based super alloys like Inconel 718, Inconel 625, and alluminum alloy. Use of the latest 3D modeling (SolidWorks) and solidification analysis (Pro-Cast) software’s. In house rapid prototyping technologies with the ability to print 3D waxes. When necessary we can design and implement soluble and ceramic cores into our tooling and workflow.
With a high level of casting expertise, stringent process control and certified quality systems of AS9001, we proudly provide reliable and cost-effective aerospace investment castings for the following applications:
Quality is always the top priority at TCC. Certifications and compliances we adhere to for the aerospace industry is EN ISO 9001:2015 and EN9100:2018 .
For more details , please contact us with email : alina@tcc-casting.com
Experience achieved flare and power burner parts for combustion system OEMs in the Oil & Gas industry, TCC now has not only manufacture the spare parts and the tube ,but the flare tips design and assemble , such as the spare and replacement of gas tips, flame stabilizers (cones or diffusers), ignition components, burner pilot parts . All components in the heat-affected zone are made from 310 stainless steel (HK) material and some others are made of AISI304 .
Our gas tips are engineered and manufactured to strict tolerances to meet client’s equipment functions pOur gas tips are engineered and manufactured with strict tolerances to meet client’s equipment functions properly. Our cones, flame stabilizers, and pressure block devices are cast or manufactured from high-grade materials to ensure long life and performance.TCC can supply a wide variety of investment cast or fabricated cones / flame holders / diffusers for round or flat flame burners.
TCC is a design and manufacturing company focused upon providing superior quality in the combustion assemble to a wide range of industries including oil & gas production, petrochemical, refining, bio-gas waste disposal, and industrial manufacturing,our customer includes Zeeco , Encore and CNPC .
Contact us for more technic information through email alina@tcc-casting.com.